Khắc bằng laser dành cho nhựa
Phần này mô tả thông tin từ nguyên lý khắc và xử lý nhựa đến các ưu điểm được chia nhóm theo chiều dài bước sóng laser. Tài liệu cũng giới thiệu các ví dụ khắc và máy khắc bằng laser tối ưu dành cho nhiều loại vật liệu khác nhau như ABS, epoxy, và PET.
- Các loại khắc/xử lý nhựa
- Cơ chế hiện màu trên nhựa
- Tỷ lệ hấp thụ của nhựa
- Nhựa ABS
- Nhựa Epoxy
- Nhựa PET
Các loại khắc/xử lý nhựa
Bóc tách lớp sơn
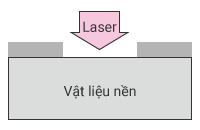

Bóc tách lớp sơn hoặc in trên bề mặt mục tiêu để tạo sự tương phản với màu sắc của vật liệu nền.
- (Ví dụ) Chuyển đổi bảng điều khiển dụng cụ xe ô tô
- Khi thay đổi thiết kế, các phương pháp thông thường sử dụng in hoặc dập đòi hỏi phải thay đổi tấm in. Với máy khắc bằng laser, bạn có thể xử lý linh hoạt chỉ bằng cách thay đổi chương trình.
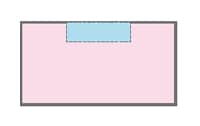
Bóc tách bề mặt
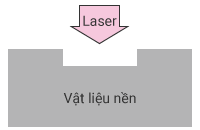

Xóa/chạm khắc lớp bề mặt bằng laser.
- (Ví dụ) Cắt nửa
- Sử dụng máy khắc bằng laser để xử lý phần cắt. Máy cắt được sử dụng trong phương pháp thông thường; tuy nhiên, phương pháp này có những vấn đề như khó điều chỉnh và tốn thời gian thay đổi các loại sản phẩm. Hơn nữa, phương pháp này làm phát sinh chi phí thay thế lưỡi dao và có nguy cơ lưỡi dao bị bỏ lại trong sản phẩm.
Hiện màu
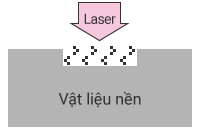
Chiếu xạ laser vào mục tiêu nhựa để hiện màu trên chính mục tiêu.
- (Ví dụ) Khắc vùng rộng trên LSI
- Sử dụng laser chiếu xạ lên nhựa để tạo màu mà không cần chạm khắc giúp đảm bảo hư hỏng mục tiêu là tối thiểu trong quá trình khắc. Ngoài ra, thiết bị có thể khắc đồng thời phạm vi lên đến 330 × 330 mm, giúp giảm chi phí thiết bị cơ học nhờ loại bỏ nhu cầu truyền tải mục tiêu như với các phương pháp thông thường.
Hàn

Sử dụng nhiệt bức xạ laser để hàn và kết nối các bộ phận nhựa.
- (Ví dụ) Hàn vật liệu nhựa trong suốt và có màu
- Trong khi hàn siêu âm và rung được biết đến là gây ảnh hưởng bất lợi sản phẩm và tạo ra bavia do nóng chảy, thì hàn bằng laser không tiếp xúc và không làm hư hỏng sản phẩm hoặc tạo ra bavia.

Cơ chế hiện màu trên nhựa
Tạo bọt
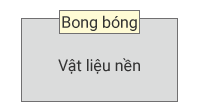
Khi chiếu xạ vật liệu nền bằng laser, bọt khí sẽ được tạo ra bên trong vật liệu do tác dụng nhiệt của bức xạ. Bọt đã khí hóa, bay hơi sẽ được chứa trong lớp bề mặt của vật liệu nền và tạo ra vết phồng hơi trắng. Những bọt này có thể quan sát rõ ràng với vật liệu nền tối hơn và dẫn đến sự nhuộm màu “nhạt”.
- (Ví dụ) Màu vật liệu nền:
-
- Đen→
- Chuyển thành Xám
- Đỏ→
- Vết khắc Hồng
Ngưng tụ
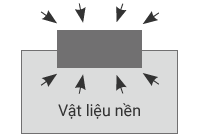
Khi vật liệu nền hấp thụ năng lượng laser, tác dụng nhiệt sẽ làm gia tăng mật độ phân tử. Các phân tử được ngưng tụ và màu sắc thay đổi thành màu tối hơn.
Carbon hóa
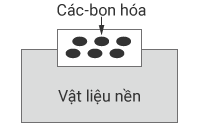
Khi vùng liên tục nhận được năng lượng cao, các đại phân tử của nguyên tố xung quanh vật liệu nền sẽ bị carbon hóa và biến thành màu đen.
Biến đổi hóa học
Các phần tử “sắc tố” trong vật liệu nền luôn chứa ion kim loại. Bức xạ laser thay đổi cấu trúc tinh thể của các ion và mức độ hydrat hóa trong tinh thể. Do đó, thành phần của nguyên tố tự biến đổi về mặt hóa học, dẫn đến hiện tượng hiện màu do cường độ của sắc tố tăng lên.
Tỷ lệ hấp thụ của nhựa
Tỷ lệ hấp thụ vật liệu biến đổi theo chiều dài bước sóng
Biểu đồ bên dưới cho thấy tỷ lệ truyền tải của laser cơ bản (1064 nm), laser xanh lá (532 nm), và laser UV (355 nm) đối với các vật liệu nhựa khác nhau. Đối với nhựa PVC, ABS và polystyrene, cả laser cơ bản và laser xanh lá đều có tỷ lệ truyền tải thấp và tỷ lệ hấp thụ cao, điều này giúp đảm bảo thực hiện khắc tốt. Mặt khác, tỷ lệ truyền tải đối với polyimide là khoảng 30% với laser xanh lá (532 nm) nhưng là hơn 90% với laser cơ bản (1064 nm). Tỷ lệ hấp thụ thay đổi đáng kể tùy thuộc vào chiều dài bước sóng.
- Tỷ lệ hấp thụ của các vật liệu nhựa khác nhau
-

- Các giá trị này chỉ mang tính chất tham khảo và không tính đến độ phản xạ bề mặt.
Nhựa ABS
Khắc ủ đen

Chiếu xạ từ ánh sáng laser tạo thành màu đen trên bề mặt nhựa. Khắc mang lại bề mặt hoàn thiện giống như in trên thiết kế và các bề mặt khác và không thể xóa được.
- Yếu tố lựa chọn
- Các yếu tố như mức độ tạo màu và mật độ tùy thuộc vào bản chất của nhựa mục tiêu. Máy khắc bằng laser hybrid có khả năng tạo công suất đỉnh cao ngay cả với chiều dài bước sóng tiêu chuẩn là thiết bị tối ưu. Máy khắc bằng laser CO2 thường không làm biến đổi màu sắc bề mặt nhựa trong quá trình chạm khắc.
- Mẫu được khuyến nghị
- Máy khắc bằng laser hybrid 3 trục Sê-ri MD-X

Khắc màu trắng
Chiếu xạ từ ánh sáng laser tạo thành màu trắng có thể quan sát rõ trên bề mặt nhựa. Khắc mang lại bề mặt hoàn thiện giống như in trên thiết kế và các bề mặt khác và không thể xóa được.
- Yếu tố lựa chọn
- Các yếu tố như mức độ tạo màu và mật độ tùy thuộc vào bản chất của nhựa mục tiêu. Máy khắc bằng laser hybrid có khả năng tạo công suất đỉnh cao ngay cả với chiều dài bước sóng tiêu chuẩn là thiết bị tối ưu. Máy khắc bằng laser CO2 thường không làm biến đổi màu bề mặt nhựa.
- Mẫu được khuyến nghị
- Máy khắc bằng laser hybrid 3 trục Sê-ri MD-X
Nhựa Epoxy
Khắc màu trắng

Vết khắc có màu trắng và rõ ràng, là biện pháp thay thế lý tưởng cho tem, nhãn và bản in. Bề mặt hoàn thiện hiển thị rõ nét, giống như in, không biến mất như mực.
- Yếu tố lựa chọn
- Dịch chuyển tiêu điểm làm lệch tiêu vết khắc cho phép in chất lượng cao với khả năng hiển thị rõ nét, trong khi vẫn giữ được lượng chạm khắc tối thiểu.
- Mẫu được khuyến nghị
- Máy khắc bằng laser hybrid 3 trục Sê-ri MD-X
Khắc không làm hỏng
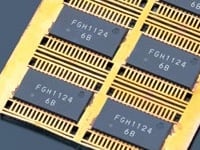
Khắc trên gói IC
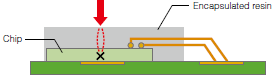
Khắc không làm hỏng là phương pháp tốt nhất để khắc các mục tiêu cần quan tâm đến hư hỏng bề mặt sản phẩm hoặc bên trong do năng lượng laser.
- Yếu tố lựa chọn
- Laser xanh lá có hiệu quả trong việc ngăn chặn hư hỏng bên trong sản phẩm ở mức tối thiểu với những gói tiết diện nhỏ gọn và trong các tình huống khác. Tỷ lệ hấp thụ cao đối với các vật liệu khác nhau cho phép người dùng thực hiện khắc cực nông tại vị trí chỉ cách bề mặt vài μm.
Nhựa PET
Khắc không làm hỏng

Có thể khắc các ký tự màu trắng mà giống như đang nổi trên bề mặt với nhựa PET trong suốt/bán trong suốt. Từ chai nhựa PET đến vật liệu màng mỏng, thiết bị có thể thực hiện khắc mà không có lỗ chân.
- Yếu tố lựa chọn
-
Các lỗ chân có thể xuất hiện do quá nhiệt khi khắc với công suất cao. Sử dụng laser có chiều dài bước sóng ngắn (9,3 μm) cho phép khắc rõ ràng với mức độ hư hỏng tối thiểu.
- Chiều dài bước sóng tiêu chuẩn
-
Phương pháp thông thường
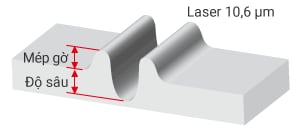
Số lượng hư hỏng lớn, vết chạm khắc sâu và thô.
- Chiều dài bước sóng ngắn
-
ML-Z
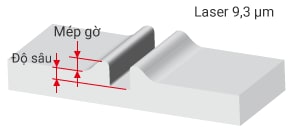
Số lượng hư hỏng nhỏ, vết chạm khắc nông và sắc nét.
- Mẫu được khuyến nghị
- Máy khắc bằng laser CO2 3-trục Sê-ri ML-Z