Khắc bằng laser dành cho mã 2D (Ma trận dữ liệu/Mã QR/Mã vạch)
Trong khi yêu cầu về sản phẩm nhỏ hơn, mỏng hơn và khả năng tạo vết chi tiết hơn tiếp tục gia tăng, thì ngày càng có nhiều nhu cầu về việc đóng gói nhiều thông tin hơn trong một không gian hạn chế trên sản phẩm được sản xuất.
Mã 2D có thể chứa đựng nhiều thông tin hơn mã vạch hàng chục đến hàng trăm lần. Mật độ thông tin cao này cho phép mã 2D nắm giữ một lượng thông tin tương tự như mã vạch với kích thước chỉ nhỏ bằng 1/30. Những đặc điểm lợi thế này đã giúp mở rộng các ứng dụng trong nhiều lĩnh vực khác nhau.
Các ví dụ ứng dụng mã 2D
Sử dụng mã 2D giúp đơn giản hóa việc quản lý, cải thiện độ chính xác và giảm thời gian lao động. Trong những năm gần đây, khả năng tạo vết chi tiết không chỉ được yêu cầu đối với sản phẩm hoàn thiện mà còn đối với bộ phận riêng lẻ. Số lượng mã 2D được khắc trực tiếp bằng máy khắc bằng laser đang gia tăng. Do đó, cần phải khắc chất lượng cao để đảm bảo đọc mã 2D ổn định.
Ngành công nghiệp thiết bị điện tử
- Thiết bị camera
-
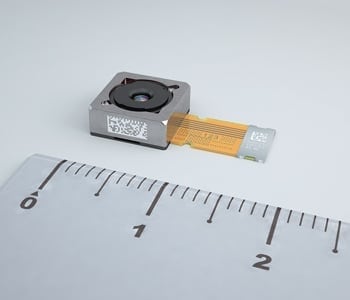
- Mã 2D cho phép kiểm soát nối tiếp các bộ phận nhỏ bé với không gian khắc bị hạn chế. Điều này cho phép độ linh hoạt để bắt kịp việc kiểm soát chất lượng ngày càng nghiêm ngặt.
- Máy trợ tim
-

- Có thể lưu trữ lịch sử sản xuất và kiểm tra trong mã 2D để quản lý khả năng tạo vết. Bạn có thể nhanh chóng kiểm tra lịch sử bằng cách đơn giản là đọc mã.
Ngành công nghiệp ô tô
- Khối xi lanh
-

- Số sê-ri được khắc dưới dạng mã 2D trên mỗi sản phẩm. Mã được đọc trong các quy trình sau này để cung cấp hướng dẫn làm việc cho robot.
- Bơm phun
-

- Dữ liệu lịch sử bao gồm ngày sản xuất và thông tin dây chuyền được khắc trên mỗi sản phẩm bằng mã 2D và được sử dụng để quản lý khả năng tạo vết.

Phân loại mã 2D
Để đảm bảo đọc ổn định, điều quan trọng là phải tạo ra vết khắc dễ đọc bằng thiết bị đọc mã 2D. Có một số tiêu chuẩn đọc mã 2D có thể được sử dụng làm hướng dẫn. Mức độ dễ đọc có thể được thể hiện bằng cấp độ. Tiêu chuẩn có tên ISO/IEC TR 29158 (AIM DPM-1-2006)* thường được sử dụng để đánh giá việc khắc trực tiếp trên sản phẩm bằng máy khắc bằng laser. Tiêu chuẩn này quy định các tiêu chí đánh giá cấp độ đọc như sau.
Đây là tiêu chuẩn quốc tế để đánh giá chất lượng khắc mã 2D đối với khắc bộ phận trực tiếp.
- 1Đánh giá tổng thể (Tất cả)
-
Đánh giá tổng thể được xác định là cấp độ thấp nhất trong số tiêu chí từ 2 đến 11. Kết quả được thể hiện dưới dạng cấp độ chữ cái từ A đến D hoặc F, trong đó A là cấp độ cao nhất (độ ổn định đọc).

- 2Giải mã thành công/thất bại (DEC)
-
Đánh giá xem có thể giải mã (đọc) hay không
- 3Tương phản ô (CC)
- Sự khác biệt trong giá trị cường độ ánh sáng trung bình giữa các ô sáng và các ô tối
- 4Điều biến ô (CM)
- Đánh giá sự biến đổi độ sáng của các ô sáng và các ô tối
- 5Biên hệ số phản xạ (RM)
-
Đánh giá bằng cách thêm độ chính xác đánh giá các ô sáng và tối vào CM (4).
- 6Tổn hại hoa văn cố định (FPD)
-
Mức độ tổn hại đối với hoa văn cố định (xem hình bên dưới)

- 7Tổn hại thông tin định dạng (FID)
-
Mức độ tổn hại đối với thông tin định dạng của mã QR (xem hình bên dưới)

- 8Tổn hại thông tin phiên bản (VID)
-
Mức độ tổn hại đối với thông tin phiên bản của mã QR (Mẫu 2 phiên bản 7 trở lên)

- 9Không đồng nhất theo trục (AN)
-
Mức độ biến dạng kích thước dọc và ngang của mã

- 10Không đồng nhất theo ô lưới (GN)
-
Đánh giá độ sai lệch lớn nhất giữa các vị trí ô

- 11Sửa lỗi chưa sử dụng (UEC)
-
Tỷ lệ sửa lỗi chưa được sử dụng để giải mã
Trong việc khắc bộ phận trực tiếp trên bề mặt kim loại, CC, CM, RM và FPD thường thấp hơn khi không thể đạt được độ tương phản. Việc ngăn chặn các giá trị này giảm xuống là mục tiêu để đảm bảo vết khắc có thể đọc được. Trong những năm gần đây, hầu hết các ngành đều yêu cầu từ cấp độ C trở lên. Mọi người luôn mong muốn đạt được cấp độ cao hơn ngay sau khi khắc.
Chức năng khắc 3D
Sự khác biệt tương phản giữa các ô màu đen và ô màu trắng rất quan trọng cho việc đánh giá mã 2D. Máy khắc bằng laser tạo ra màu sắc khác nhau bằng cách thay đổi điều kiện khắc giữa khắc màu trắng và khắc màu đen.
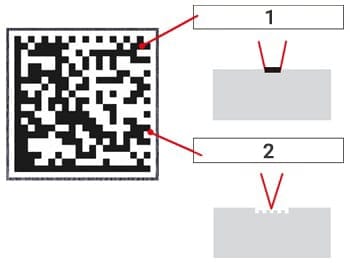
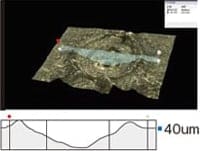
- 1. Khắc ủ đen (oxy hóa)
- Khi chiếu chùm tia laser lên mục tiêu khắc, tiêu điểm được dịch chuyển để chỉ có nhiệt sẽ được dẫn. Nếu áp dụng nhiệt mà không chạm khắc mục tiêu sẽ tạo thành màng oxit trên bề mặt. Màng này có màu đen và đại diện cho khắc màu đen.
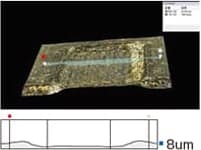
- 2. Khắc mòn trắng
- Chiếu chùm tia laser lên mục tiêu khắc tại tiêu điểm. Bề mặt kim loại được nhẹ nhàng loại bỏ để lộ bề mặt không đồng đều. Điều này gây phản xạ ánh sáng không đều, tạo ra vết khắc có màu trắng.
- Kích thước điểm vệt tia biến thiên
-
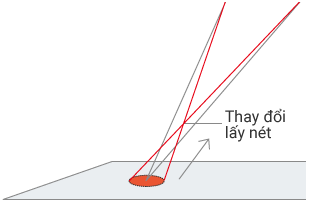
- Chiếu sáng tại các tọa độ đặt trước
Khắc mã 2D tạo ra sự tương phản giữa màu đen và màu trắng thông qua quá trình chạm khắc và oxy hóa. Điểm mấu chốt là sử dụng khắc màu trắng với lấy nét chính xác và khắc màu đen với lấy nét mờ. Các kích thước điểm vệt tia biến thiên của chức năng khắc 3D là một cách tiếp cận hiệu quả.
Độ tương phản rất quan trọng đối với khắc mã 2D. Hiệu chỉnh 3D là một phương pháp hiệu quả để duy trì lấy nét trên toàn bộ khu vực.
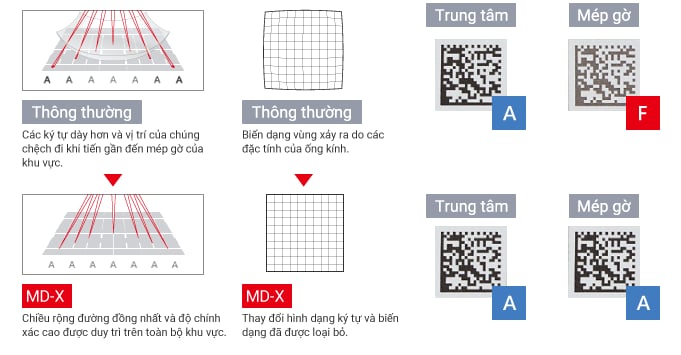
Có thể thực hiện khắc lý tưởng ở trung tâm vùng khắc mà không gặp phải bất kỳ vấn đề gì. Nếu không có hiệu chỉnh của chức năng khắc 3D, thiết bị khó có thể tạo ra vết khắc có độ tương phản rõ ràng giữa màu đen và màu trắng, dẫn đến cấp độ thấp hơn.
Độ sâu lấy nét
Chùm tia laser có độ sâu lấy nét. Khi lấy nét lệch, chất lượng khắc sẽ giảm xuống và điều này cũng ảnh hưởng đến quá trình đọc mã 2D.
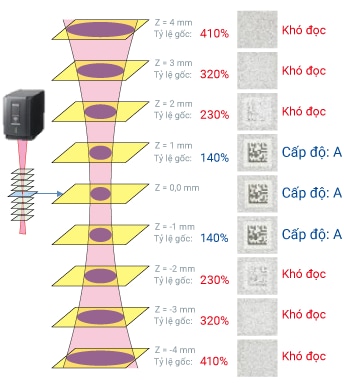
Cấp độ mã 2D thay đổi theo khoảng cách tiêu cự
Khi khoảng cách tiêu cự càng xa vị trí tham chiếu, vết khắc sẽ mờ đi và độ tương phản trở nên thấp hơn, dẫn đến cấp độ thấp hơn. Mặc dù độ sâu lấy nét cho phép sẽ thay đổi tùy thuộc vào phương pháp dao động laser, nhưng cần phải ngăn lấy nét bị lệch bằng cách duy trì khoảng cách tiêu cự không đổi giữa mục tiêu và máy khắc bằng laser hoặc sử dụng cảm biến phát hiện dịch chuyển.
- Máy khắc bằng laser sợi quang KEYENCE
-
- Máy khắc bằng laser YVO4 KEYENCE
-
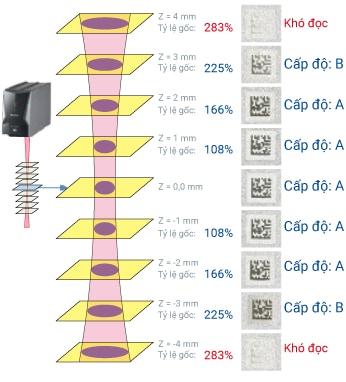
Phương pháp dao động laser và độ sâu lấy nét
So sánh sự phân bố công suất chùm tia


(phương pháp bơm cuối)
Hình bên phải là so sánh về chất lượng khắc giữa laser YVO4 và laser sợi quang. Laser YVO4 tạo ra tia laser với công suất đỉnh cao và xung ngắn. Điều này cho phép tia laser chiếu xạ các bộ phận với cường độ lý tưởng và mật độ năng lượng cao trong thời gian ngắn. Ngay cả khi lấy nét bị lệch do chuyển động của mục tiêu hoặc dung sai sản phẩm, chất lượng khắc của loại laser này vẫn ổn định hơn khi so sánh với loại sợi quang. Đối với những trường hợp quá trình khắc bị ảnh hưởng bởi góc tới chẳng hạn như ở mép gờ của vùng khắc, laser YVO4 có thể đạt được chất lượng khắc ổn định mà không bị mờ.
Chức năng lấy nét tự động
Cơ chế của chức năng lấy nét tự động
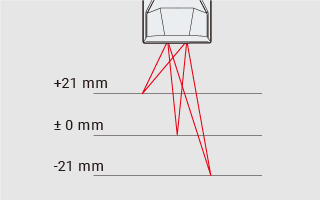
Máy khắc bằng laser Sê-ri MD-X của KEYENCE có camera tích hợp để điều chỉnh tiêu cự tự động mà không cần đến thiết bị phụ. Điều này giúp duy trì chất lượng khắc cao ngay cả trên các mục tiêu vốn khó khắc do khoảng cách tiêu cự không ổn định. Hơn nữa, thời gian chuyển đổi không còn cần thiết khi thay đổi loại sản phẩm, điều này giúp giảm đáng kể thời gian lao động, đơn giản hóa cơ sở vật chất và cải thiện năng suất.
Camera tích hợp được sử dụng để giám sát con trỏ laser đo chiều dài. Khoảng cách tiêu cự được tính từ vị trí con trỏ và được sử dụng để lấy nét tự động. Việc đo lường này có thể không thực hiện được tùy thuộc vào vật liệu, hình dạng, hoặc điều kiện bề mặt của mục tiêu.
Hoa văn khắc
Máy khắc cung cấp một số loại hoa văn khắc mã 2D để có thể khắc tối ưu phù hợp với các điều kiện khác nhau. Các ví dụ sau đây giới thiệu những phương pháp khắc tối ưu phù hợp với một số điều kiện cụ thể.
Có thể lựa chọn từ nhiều hoa văn khắc khác nhau
- 11 loại hoa văn khắc
-
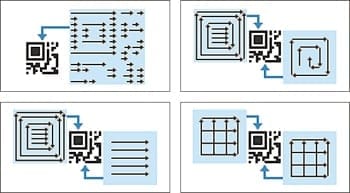
- 6 loại hoa văn nền
-
Khắc mã 2D rõ nét
Với một số mục tiêu, việc đọc có thể không ổn định do ảnh hưởng của bề mặt kim loại có đường mảnh. Chỉ cần thay đổi hoa văn khắc của mã 2D hoặc nền là có thể cải thiện tỷ lệ đọc.
-

Mục tiêu với bề mặt kim loại có đường mảnh
-
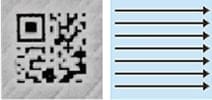
Khi sử dụng đường quét ngang để xử lý nền, quá trình đọc trở nên không ổn định do các đường mảnh vẫn còn.
-
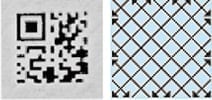
Khi sử dụng đường quét chéo góc để xử lý nền, các đường mảnh trở thành vô hình và việc đọc trở nên ổn định.
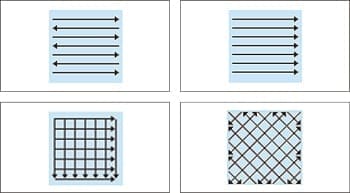
Khắc mã 2D nhanh nhất
Thời gian khắc có thể bị giới hạn tùy thuộc vào khối lượng sản xuất. Chọn hoa văn khắc tối ưu cho phép rút ngắn thời gian khắc cũng như cải thiện năng suất.
-

Hoa văn B - Khắc tiêu chuẩn là khắc từng ô một từ trái sang phải
- Thời gian khắc: 637 ms
-

Toàn bộ hoa văn 2 - Hoa văn hiệu quả là khắc toàn bộ mã 2D trong một hành trình
- Thời gian khắc: 342 ms
Giảm 47% so với phương pháp thông thường
Thời gian được tính bằng ví dụ khắc DataMatrix 16 x 16 với kích thước ô là 0,3 mm. Đánh giá ở trên là trường hợp điển hình. Kết quả sẽ thay đổi tùy thuộc vào vật liệu và điều kiện bề mặt của mục tiêu cũng như điều kiện khắc.
Chạm khắc mã 2D
Có thể cần chạm khắc trong trường hợp thực hiện mạ hoặc tôi cứng sau khi khắc. Các hoa văn chạm khắc được cung cấp để cho phép chạm khắc với một lượng đồng đều hoặc chạm khắc sâu trong thời gian ngắn.

Chùm tia laser đan chéo làm cho số lượng chạm khắc đồng đều.

Mục tiêu được chạm khắc đồng tâm bằng chùm tia laser để nhiệt tích lũy thực hiện chạm khắc sâu trong thời gian ngắn.