Khắc bằng laser dành cho kim loại
Phần này mô tả thông tin từ nguyên lý khắc và xử lý kim loại đến các ưu điểm được chia nhóm theo chiều dài bước sóng laser.
Tài liệu cũng giới thiệu các ví dụ khắc và máy khắc bằng laser tối ưu cho nhiều loại vật liệu khác nhau như nhôm, thép không gỉ, sắt, đồng, cacbua xi măng và mạ vàng.
- Các loại khắc trên kim loại
- Các loại xử lý kim loại
- Tỷ lệ hấp thụ đối với kim loại
- Nhôm
- Thép không gỉ/Sắt
- Cacbua xi măng
- Đồng
- Mạ vàng
Các loại khắc trên kim loại
Khắc ủ đen (oxy hóa)

Khi chiếu chùm tia laser lên mục tiêu khắc, tiêu điểm được dịch chuyển để chỉ có nhiệt sẽ được dẫn. Nếu áp dụng nhiệt mà không chạm khắc mục tiêu sẽ tạo thành màng oxit trên bề mặt. Màng này có màu đen và đại diện cho khắc màu đen.
Khắc mòn trắng

Chiếu chùm tia laser lên mục tiêu khắc tại tiêu điểm. Bề mặt kim loại được nhẹ nhàng loại bỏ để lộ bề mặt không đồng đều. Điều này gây phản xạ ánh sáng không đều, tạo ra vết khắc có màu trắng.
Khắc chạm trổ

Ánh sáng laser chiếu lên tiêu điểm và khắc mòn bề mặt của mục tiêu để khắc. Có thể thực hiện vết chạm khắc sâu bằng cách tăng lượng chạm khắc thông qua gia tăng số lượng chiếu xạ laser.
Bóc tách bề mặt

Sử dụng chiếu xạ laser để bóc tách bề mặt và loại bỏ lớp mạ điện của mục tiêu để thực hiện khắc. Điều này làm cho có thể nhìn thấy nền, và cho phép quan sát được vết khắc.

Các loại xử lý kim loại
Cắt bằng laser
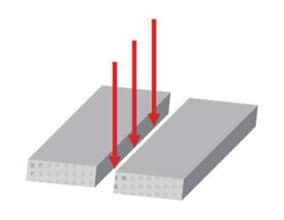
Lấy nét ngõ ra ánh sáng laser bằng bộ dao động laser và khối chiếu xạ sẽ chiếu xạ vào bất kỳ điểm cố định để làm nóng chảy mục tiêu. Bởi vì không có tiếp xúc, nên không gây phản ứng với đối tượng được xử lý. Biến dạng và nứt gãy được giữ ở mức tối thiểu. Ngoài ra, do có thể chỉ định cụ thể chi tiết vùng xử lý, nên thiết bị cho phép tạo các lỗ hoặc vết cắt khoanh vùng ở vị trí mà không thể sử dụng công cụ cắt.
Màn chắn chất hàn
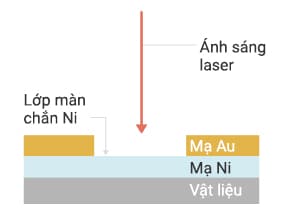
Do xu hướng về sản phẩm ngày càng nhỏ hơn và mỏng hơn, một số đầu cuối đầu nối có màn chắn chất hàn (màn chắn niken) để kiểm soát chất hàn không bị hấp thụ. Thông thường, màn chắn được sử dụng ở những vị trí không cần mạ điện, nhưng việc tháo vật liệu chắn rất tốn thời gian và công sức. Bóc tách bề mặt bằng cách sử dụng ánh sáng laser sẽ có hiệu quả trong những trường hợp như thế này.
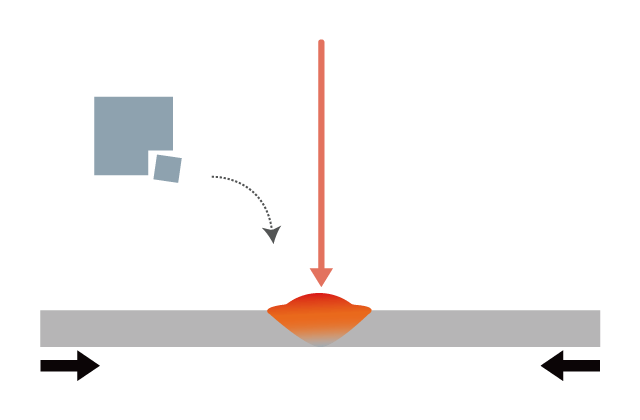
Hàn
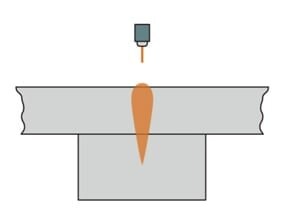
Hàn laser là phương pháp chiếu ánh sáng laser lên mục tiêu và nối các mục tiêu lại ở một vị trí bằng cách làm nóng chảy và đông đặc kim loại. Phương pháp này có thể chiếu xạ một điểm xác định với năng lượng mật độ cao và hoàn thành quá trình với tốc độ cao. Có thể giữ độ biến dạng vật liệu do nhiệt ở mức tối thiểu. Trong quá khứ, biến dạng rất dễ xảy ra. Hiện nay, bạn có thể hàn ngay cả những vật liệu mỏng.
Hàn vảy
Nhiệt từ laser làm nóng chảy kem hàn và kết dính vào kim loại.
Phương pháp này có thể chiếu xạ vệt tia laser được khoanh vùng, vì vậy chiếu xạ phù hợp với các bộ phận nhỏ. Ngoài ra, so với phương pháp lưu chuyển bổ sung thêm nhiệt vào toàn bộ bộ phận, phương phương pháp này có thể giảm tải do ảnh hưởng của nhiệt lên bộ phận.
Tỷ lệ hấp thụ đối với kim loại
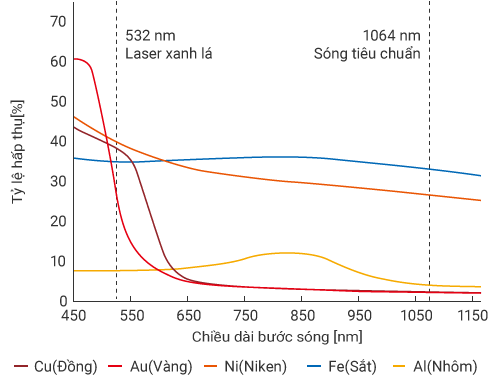
Biểu đồ bên dưới cho thấy các tỷ lệ hấp thụ khác nhau của vật liệu kim loại với laser xanh lá (532 nm) và với chiều dài bước sóng tiêu chuẩn (1064 nm). Không có sự thay đổi đáng kể nào về tỷ lệ hấp thụ đối với sắt (Fe), niken (Ni) hoặc nhôm (Al) khi chiều dài bước sóng thay đổi. Tuy nhiên, tỷ lệ hấp thụ đối với vàng (Au) và đồng (Cu) bị ảnh hưởng nhiều bởi sự thay đổi chiều dài bước sóng. Tỷ lệ hấp thụ đối với vàng (Au) với chiều dài bước sóng 532 nm là xấp xỉ 30%, nhưng với chiều dài bước sóng tiêu chuẩn 1064 nm thì tỷ lệ hấp thụ là dưới 10%. Tương tự, với chiều dài bước sóng 532 nm, đồng (Cu) có tỷ lệ hấp thụ là 40%, trong khi tỷ lệ đó là dưới 10% với chiều dài bước sóng tiêu chuẩn 1064 nm.
Nhôm
Khắc ủ đen

Trên bề mặt nhôm, vết khắc ủ đen có màu xám đen có thể quan sát rõ ràng. Áp dụng nhiệt vào bề mặt kim loại bằng laser sẽ khiến vết khắc có màu xám đen.
- Yếu tố lựa chọn
- Nhôm có hệ số phản xạ cao hơn sắt hoặc thép không gỉ, vì vậy hãy chọn laser có công suất đỉnh cao. Đối với vật liệu nhôm, máy khắc bằng laser có chiều dài bước sóng tiêu chuẩn (1064 nm) là tối ưu. Giữ cho đường kính vệt tia nhỏ và khắc với mật độ năng lượng cao tại vị trí chùm tia laser đang lấy nét để thực hiện khắc với màu sắc đẹp mắt.
- Mẫu được khuyến nghị
- Máy khắc bằng laser hybrid 3 trục Sê-ri MD-X

Khắc màu trắng

Thực hiện khắc màu trắng bằng cách chạm khắc nhẹ lên bề mặt vật liệu.
Làm nhám bề mặt kim loại gây phản xạ khuếch tán ánh sáng, hình thành khắc màu trắng.
- Yếu tố lựa chọn
- Gia tăng công suất và cài đặt tốc độ quét nhanh hơn cho phép người dùng thực hiện khắc màu trắng ổn định và khắc trong nhiều điều kiện khác nhau. Cũng như khắc ủ đen, máy khắc bằng laser với chiều dài bước sóng tiêu chuẩn là tối ưu.
- Mẫu được khuyến nghị
- Máy khắc bằng laser hybrid 3 trục Sê-ri MD-X
Thép không gỉ/Sắt
Khắc ủ đen

Oxy hóa bề mặt bằng cách sử dụng nhiệt cho phép khắc màu đen sống động hơn. Có thể chạm khắc/dập nổi từ 1 μm trở xuống, do đó giúp giảm thiểu hư hỏng cho linh kiện kim loại chính xác.
- Yếu tố lựa chọn
- Máy khắc bằng laser với chiều dài bước sóng tiêu chuẩn là tối ưu. Lệch tiêu cho phép giảm mật độ năng lượng, do đó có thể khắc màu đen mà không cần chạm khắc. Sử dụng máy khắc bằng laser ngõ ra cao cho phép thực hiện khắc với tốc độ cao hơn.
- Mẫu được khuyến nghị
- Máy khắc bằng laser hybrid 3 trục Sê-ri MD-X
Khắc màu trắng

Thực hiện khắc màu trắng bằng cách chạm khắc nhẹ lên bề mặt vật liệu.
Làm nhám bề mặt kim loại gây phản xạ khuếch tán ánh sáng, hình thành khắc màu trắng.
- Yếu tố lựa chọn
- Gia tăng công suất và cài đặt tốc độ quét nhanh hơn cho phép người dùng thực hiện khắc màu trắng ổn định và khắc trong nhiều điều kiện khác nhau. Cũng như khắc ủ đen, máy khắc bằng laser với chiều dài bước sóng tiêu chuẩn là tối ưu.
- Mẫu được khuyến nghị
- Máy khắc bằng laser hybrid 3 trục Sê-ri MD-X
Cacbua xi măng
Khắc ủ đen

Có thể khắc màu đen mà không cần dập nổi giống như đối với nhôm, thép không gỉ và sắt.
- Yếu tố lựa chọn
- Để tránh làm nứt các vật liệu siêu cứng như công cụ, cần phải điều chỉnh chính xác tần số công tắc Q. Máy khắc bằng laser hybrid có khả năng tạo ra laser có công suất đỉnh cao và xung ngắn là phù hợp nhất.
- Mẫu được khuyến nghị
- Máy khắc bằng laser hybrid 3 trục Sê-ri MD-X
Khắc màu trắng

Thực hiện khắc màu trắng bằng cách chạm khắc nhẹ lên bề mặt vật liệu.
Làm nhám bề mặt kim loại gây phản xạ khuếch tán ánh sáng, hình thành khắc màu trắng.
- Yếu tố lựa chọn
- Gia tăng công suất và cài đặt tốc độ quét nhanh hơn cho phép người dùng thực hiện khắc màu trắng ổn định và khắc trong nhiều điều kiện khác nhau. Cũng như khắc ủ đen, máy khắc bằng laser với chiều dài bước sóng tiêu chuẩn là tối ưu.
- Mẫu được khuyến nghị
- Máy khắc bằng laser hybrid 3 trục Sê-ri MD-X
Đồng
Bóc tách bề mặt
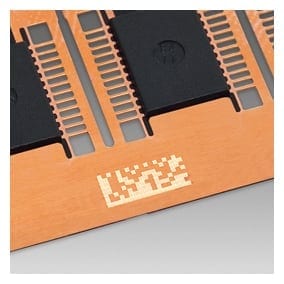
Thực hiện khắc màu trắng bằng cách chạm khắc nhẹ lên bề mặt của vật liệu đồng, cho phép tạo lớp hoàn thiện màu trắng.
- Yếu tố lựa chọn
- Đồng có hệ số phản xạ cao, vì vậy hãy chọn laser có công suất đỉnh cao. Laser UV sẽ có tỷ lệ hấp thụ với kim loại cao hơn so với chiều dài bước sóng tiêu chuẩn, cho phép rút ngắn nhịp thời gian khắc và giảm hư hỏng cho mục tiêu. Có thể khắc bằng laser với chiều dài bước sóng tiêu chuẩn, nhưng tỷ lệ hấp thụ thấp hơn có nghĩa là quá trình khắc sẽ mất nhiều thời gian hơn, dẫn đến bồ hóng và những chất tương tự được tạo ra tại vị trí khắc.
Mạ vàng
Bóc tách bề mặt

Thực hiện khắc màu trắng bằng cách chạm khắc nhẹ lên bề mặt mạ vàng, cho phép tạo ra lớp hoàn thiện màu trắng.
- Yếu tố lựa chọn
- Cần điều chỉnh tần số công tắc Q. Ngoài ra, lớp mạ dày hơn sẽ khiến quá trình khắc trở nên khó khăn hơn và đòi hỏi thời gian khắc lâu hơn. Laser UV có tỷ lệ hấp thụ cao hơn và không áp dụng quá nhiều nhiệt, cho phép tạo lớp hoàn thiện chất lượng cao.